Produtor de mirtilos LOGOFRUITS está a crescer rapidamente e abriu um segundo fluxo de receitas graças às soluções da linha alimentar TOMRA

Esta história de sucesso portuguesa deu mais um grande passo em frente ao investir no sistema de seleção e classificação K TO260 e nas estações de enchimento CURO.
Em apenas cinco anos desde o seu arranque, a Logofruits tornou-se o maior produtor de mirtilos em Portugal e um dos maiores da Europa. Para além de cultivar e embalar fruta para cadeias de supermercados bem conhecidas no norte da Europa e em Espanha, a Logofruits também presta serviços de embalagem a grossistas da América do Sul e da África do Sul. E a empresa continua a crescer: para a sua sexta época, em 2024, a produção no seu armazém de embalamento perto de Alcácer do Sal passará de um turno por dia para dois.

Esta história de sucesso em rápida evolução foi possível graças à visão e aos padrões exigentes do fundador e sócio-gerente da empresa, Lourenço De Botton. Embora Lourenço tenha começado com cautela, com um modesto terreno de 15 hectares, tem uma visão de negócio a longo prazo. Depois de pesquisar os desafios e as oportunidades da indústria do mirtilo e de visitar outras casas de embalagem de mirtilo para ver como fazem as coisas, chegou a duas decisões importantes.
Uma dessas decisões foi investir em equipamento de linha de embalamento da TOMRA Food para que o embalamento de fruta para exportação pudesse ser feito internamente em vez de o delegar a terceiros. Em preparação para a temporada de 2023, foram instaladas soluções de linha de última geração na fábrica de Alcácer em novembro de 2022: o sistema de classificação de precisão KATO260 da TOMRA com inteligência artificial LUCAi™ e dois sistemas de enchimento TOMRA CURO.


A outra decisão importante foi possibilitada pela primeira: adicionar um novo fluxo de receita usando também o equipamento da linha TOMRA para classificar e embalar mirtilos de empresas sul-americanas (do Chile e do Peru) e sul-africanas que queriam vender na Europa. A localização da Logofruits em Alcácer, no concelho de Setúbal, 95 quilómetros a sul de Lisboa, está convenientemente perto das principais autoestradas e dos portos de exportação de Setúbal e Sines. Aqui, a parcela de 15 hectares foi rapidamente aumentada para 90 hectares. Depois, foi adquirido um segundo terreno de 70 hectares mais perto de Lisboa para alargar a produção da empresa e a época de colheita.
Lourenço explica: “Esperamos que a procura continue a aumentar nos próximos anos, mas também esperamos que seja cada vez mais difícil para os pequenos produtores. Cada vez mais, este vai ser um segmento à escala industrial, com o controlo de custos a tornar-se ainda mais importante do que já é. Isto significa que a tecnologia é um dos aspetos mais importantes. Isto significa que a tecnologia é um dos fatores mais importantes para a nossa empresa – não só no campo, mas também nas nossas instalações de embalagem. Avaliámos exaustivamente o mercado e as várias soluções técnicas disponíveis antes de investir em equipamento. Esta pesquisa mostrou que o ajuste entre a Logofruits e a TOMRA era como uma mão na luva”.
Quando Lourenço é questionado sobre a utilidade das soluções de linha da TOMRA, ele responde sem hesitar: “Elas mudam o jogo”.
Classificador KATO260 alimentado por IA e estações de enchimento CURO
O KATO260 é o sistema de seleção e classificação de precisão líder do sector para mirtilos. Compacto para minimizar os requisitos de espaço no chão e concebido para manusear a fruta suavemente para maximizar a retenção da flor e o tempo de prateleira, este sistema versátil é adequado para qualquer condição de seleção de fruta. Quer se trate de calibrar a fruta em várias faixas ou de remover fruta defeituosa, o KATO260 oferece cinco ou sete saídas para uma seleção perfeita em instalações de embalagem de qualquer dimensão.
A fruta é suavemente carregada na KATO260 por um sistema automatizado de inclinação de tabuleiros (Tray Tipper) que assegura um fornecimento consistente e uma distribuição uniforme de mirtilos no separador, conseguindo otimizar o rendimento. Em seguida, o sistema de transporte rolante exclusivo do KATO260 agita e roda os mirtilos para permitir uma inspeção completa da superfície a 360 graus. As câmaras tiram várias fotografias de cada peça de fruta e, para uma classificação de precisão, o software da máquina pode identificar defeitos tão pequenos como 0,2 mm. Para além disso, a qualidade inigualável deste sistema é complementada pela velocidade: pode classificar até 286 ou 572 bagas por segundo, no caso de duas KATO260 a funcionar ao mesmo tempo.
Um valioso complemento opcional para o KATO260 é um pacote de software e hardware chamado LUCAi™, que emprega Inteligência Artificial para classificar e graduar a fruta com uma precisão sem precedentes. Depois de cada peça de fruta passar ao longo da linha de classificação, é fotografada por várias câmaras e, em seguida, o LUCAi™ identifica e dá instruções sobre como cada baga individual deve ser classificada. Capaz de processar até 2.400 imagens por segundo, LUCAi™ também pode visualizar a fruta em comprimentos de onda não visíveis ao olho humano, vendo defeitos sutis como desidratação, hematomas e antracnose precoce.
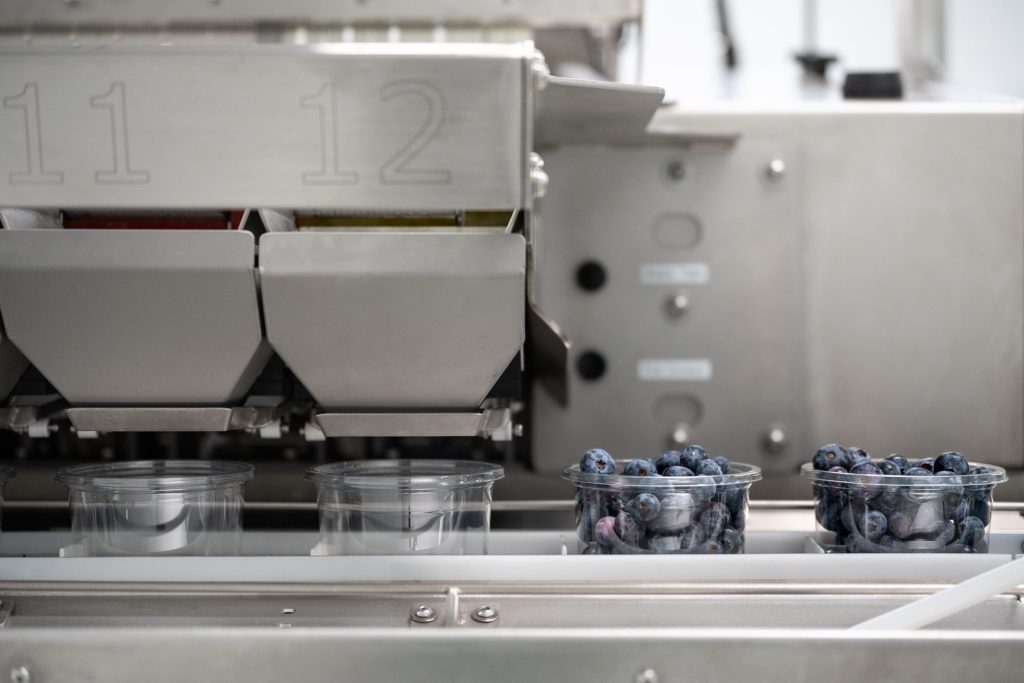
No final da linha da Logofruits, a fruta chega ao sistema de embalamento CURO-16, com 16 estações de enchimento, ou ao CURO12, com 12 estações de enchimento. Estas máquinas aumentam a produtividade, reduzindo os erros de manuseamento humano e a perda de fruta, pesando com uma precisão de 1-2 mirtilos por pacote, e podem embalar simultaneamente para diferentes mercados. A CURO-16 é a opção de enchimento por peso mais rápida do mercado, capaz de processar até 200 embalagens de 125 gramas de fruta por minuto; a CURO-12 pode processar 150 embalagens por minuto. As baixas quedas e as transições mínimas da linha de seleção asseguram que a fruta é manuseada suavemente à medida que é encaminhada para as embalagens.
Desbloquear o acesso a novos mercados O Diretor de Embalagem da Logofruits na fábrica de Alcácer, Miguel Silva, confirma a opinião de Lourenço De Botton de que o equipamento da TOMRA tem sido transformador. O responsável reforça: “Antes de adquirirmos estas máquinas, estávamos a enviar quase toda a nossa fruta para os nossos parceiros na Holanda para ser embalada para os diferentes mercados europeus. Em Portugal, embalávamos apenas os produtos para o mercado interno, e fazíamo-lo manualmente. Com o novo equipamento, ganhámos o controlo da qualidade dos nossos produtos e da fixação dos preços. Podemos controlar a qualidade até ao mais ínfimo pormenor.
Com a KATO, podemos selecionar por tamanho, suavidade e forma – a redondeza ou ovalidade do fruto. Isto eliminou os problemas de rejeição de produtos pelos clientes. Reduzimos as rejeições quase a zero. Podemos satisfazer as especificações individuais de cada cliente, colocando exatamente a fruta que queremos em cada palete ou caixa. E com a CURO 12 e 16, podemos fazer múltiplos formatos, tratando duas encomendas distintas ao mesmo tempo”.
Lourenço resume: “A qualidade dos nossos produtos é agora excelente e fi vel, o que aumentará ainda mais a nossa reputação e as nossas vendas. Podemos agora satisfazer as necessidades de mercados que não conseguíamos antes, abrindo também a porta a novas vendas. E a nossa relação com a TOMRA é forte. Existe uma grande parceria entre máquina-utilizador e máquina-fornecedor que nos ajudará a continuar a avançar”.
Sobre a TOMRA Food
A TOMRA Food projeta e fabrica máquinas de classificação baseadas em sensores e soluções integradas de pós-colheita, transformando a produção global de alimentos com o intuito de maximizar a segurança alimentar e minimizar a perda de alimentos, garantindo assim que “Todos os Recursos Contem”.
Mais de 13.800 unidades estão instaladas em produtores, embaladores e processadores de alimentos em todo o mundo para confeitaria, frutas, frutas secas, grãos e sementes, produtos de batata, proteínas, nozes e vegetais.
A TOMRA Food opera centros de excelência, escritórios regionais e locais de produção nos Estados Unidos, Europa, América do Sul, Ásia, África e Australásia. Siga a TOMRA Food no Facebook @TOMRA.Food, Twitter @TOMRAFood, Instagram @ TOMRAFood e no LinkedIn em TOMRA Food.
A TOMRA Food é uma divisão do Grupo TOMRA. A TOMRA foi fundada em 1972 e começou com o desenho, produção e venda de máquinas de venda reversa (RVMs) para coleta automatizada de recipientes de bebidas usadas.
Hoje, a TOMRA lidera a revolução de recursos para transformar a maneira como os recursos do planeta são obtidos, usados e reutilizados para permitir um mundo sem desperdício. As outras divisões de negócios da empresa incluem TOMRA Recycling, TOMRA Mining e TOMRA Collection.
A TOMRA possui aproximadamente 105.000 instalações em mais de 100 mercados em todo o mundo e teve uma receita total cerca de 12 bilhões de NOK em 2022. O Grupo emprega 5.000 funcionários globalmente e está listado publicamente na Bolsa de Valores de Oslo. A sede da empresa fica em Asker, Noruega.
Jesus Cruz, Sales Manager – Spain, Portugal, Italy & Morocco TOMRA Fresh Food
E-mail: jesus.cruz@tomra.com – Tel. +34 659 083 410
→ Veja o vídeo com o testemunho da Logofruits » clique aqui
→ Para mais informações sobre a TOMRA, consulte: www.tomra.com



